
╚²┴ŌPLCĄ─╔ŅČ╚ķ_░l(f©Ī)╝░į┌ļŖÕāūįäėŠĆ╔ŽĄ─æ¬ė├
http://www.yucd.cn
š¬ę¬: ▒Š╬─ęį╚²┴ŌFX2N PLC×ķ╗∙ĄAŻ¼ĮķĮB┴╦PLCĄ─╔ŅČ╚ķ_░l(f©Ī)╝░▀\ė├ė┌ļŖÕāūįäėŠĆĄ─īŹ└²ĪŻįōūįäėŠĆŠ▀ėąąą▄ćäėū„┐╔ņ`╗ŅįOČ©ĪóäėæB(t©żi)ą▐Ė─Ż¼ūįäėīż╬╗ĪóöÓļŖ╗ųÅ═Ą╚īŹė├╣”─▄ĪŻ┤╦═Ō▀ĆĮķĮB┴╦PLC║═╔Ž╬╗╬óÖCĄ─═©ėŹŻ¼ęį╝░ė|├■’@╩ŠŲ┴ū„×ķ╚╦ÖCĮń├µĄ─īŹ¼F(xi©żn)ĪŻ
ĪĪĪĪĻPµIį~: ļŖÕāūįäėŠĆŻ╗PLCŻ╗╚╦ÖCĮń├µ
ĪĪĪĪAbstract: On the basis of Mitsubishi FX2N PLC, this paper introduces the deep development of PLC and its application in an electroplating autoline. It has the functions such as flexible setting,dynamic modifying, original position recognized and recovers after power failed. The communication between PLC and PC and a Man-Machine Interface are introduced too.
ĪĪĪĪKeywords: electroplating autoline PLC Man-Machine Interface
ĪĪĪĪ
ĪĪĪĪ1 ę²čį
ĪĪĪĪ ┐╔ŠÄ│╠┐žųŲŲ„(PLC)ęįŲõ▀\ąą┐╔┐┐ĪóęūīWęūė├Īó┐╣Ė╔ö_ąįÅŖĄ╚╠ž³cŻ¼į┌╣żśI(y©©)┐žųŲųąĄ├ĄĮÅVĘ║æ¬ė├ĪŻ╚╗Č°▌^ČÓĄ─æ¬ė├ų╗╩ŪĖ∙ō■(j©┤)╣ż╦ćŠÄųŲŽÓæ¬Ą─╠▌ą╬łDŻ¼ė├ęį┤·╠µ?zh©©n)„Įy(t©»ng)Ą─└^ļŖŲ„ļŖŲ„┐žųŲŠĆ┬ĘŻ¼╣”─▄ĘŪ│ŻėąŽ▐ĪŻĮ³─ĻüĒĖ„ĘNą═╠¢Ą─PLC į┌╣”─▄╔ŽęčĮøėą┴╦śO┤¾Ą─╠߯¼į╩įSė├æ¶ū÷įSČÓĄūīė▓┘ū„Ż¼Äū║§┐╔ęįŽ¾å╬Ų¼ÖCę╗śėņ`╗ŅŻ¼╝ė╔Žėą▒ŖČÓĄ─═Ōć·įOéõ┐╔ęį▀xė├Ż¼▀@Š═Įo▄ø╝■Īóė▓╝■įOėŗĦüĒ┴╦║▄┤¾Ą─ņ`╗Ņąį║═Ž╚▀MąįĪŻ▒Š╬─═©▀^╚²┴ŌFX2N-PLC į┌ę╗ŚlļŖÕāūįäėŠĆ╔ŽĄ─æ¬ė├Ż¼šf├„╚ń║╬│õĘųķ_░l(f©Ī)PLC Ą─Ž╚▀M╣”─▄Ż¼▀_ĄĮąą▄ćäėū„Ą─ņ`╗ŅįOČ©ĪóäėæB(t©żi)ą▐Ė─Ą─╣”─▄Ż¼
ĪĪĪĪęį╝░öÓļŖ╗ųÅ═Īó═©ėŹĪóą┬ą═╚╦ÖCĮń├µĄ─æ¬ė├ĪŻ
ĪĪĪĪ
ĪĪĪĪ2 ŽĄĮy(t©»ng)║åĮķ
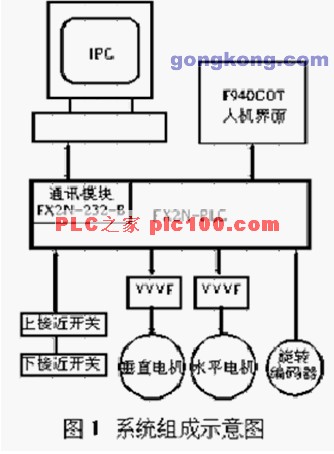
ĪĪĪĪ ŽĄĮy(t©»ng)▓╔ė├╝»╔ó┐žųŲŻ¼ģóęŖłD1Ż¼╔Ž╬╗ÖC╩╣ė├╣ż┐ž╬óÖCŻ¼žōž¤╣ż╦ćš{Č╚Īó┘|┴┐╣▄└ĒĄ╚║Ļė^┐žųŲŻ╗Ž┬╬╗ÖC╩╣ė├╚²┴ŌFX2N-PLCŻ¼┐žųŲąą▄ćĄ─äėū„ĪŻąą▄楧╣┤Ż©╠ß╔²ļŖÕā╣ż╝■ė├Ż®Ą─┤╣ų▒Č©╬╗▓╔ė├ĮėĮ³ķ_ĻPŻ¼╦«ŲĮČ©╬╗▓╔ė├ą²▐DŠÄ┤aŲ„Ż¼┤╣ų▒║═╦«ŲĮĄ─▀\äėČ╝╩╣ė├ūāŅl┐žųŲŲš═©Į╗┴„«É▓ĮļŖÖCüĒ“īäėŻ¼┐žųŲ├µ░Õ╩╣ė├╚²┴ŌĄ─F940GOT ė|├■Ų┴╚╦ÖCĮń├µĪŻ
ĪĪĪĪ
ĪĪĪĪ3 PLC Ą─æ¬ė├
ĪĪĪĪ
ĪĪĪĪ3.1 äėū„▒Ē
ĪĪĪĪ ąą▄ćäėū„¤oĘŪŠ═╩Ū╔ŽŽ┬ū¾ėę╩▄┐žęŲäėŻ¼░┤ššĄ─Ēśą“(╝┤äėū„▒Ē)═Ļ│╔ę╗ŽĄ┴ąĄ─äėū„ĪŻę¬Ū¾ėąÄū╠ūäėū„▒Ē┐╔ęį▀xō±Ż¼äėū„┐╔ęįņoæB(t©żi)ą▐Ė─Ż¼ę▓┐╔ęįį┌▀\ąąĢrė╔╔Ž╬╗ÖCäėæB(t©żi)ą▐Ė─ĪŻ▀@ĘNę¬Ū¾╚¶╩ŪāHė├║åå╬Ą─╠▌ą╬łD╩Ū¤oĘ©īŹ¼F(xi©żn)Ą─Ż¼ę“×ķäėū„Č╝╩Ūė╔╠▌ą╬łDųąĄ─ė|³cųĖ┴ŅīŹ¼F(xi©żn)Ż¼Č°╠▌ą╬łDųĖ┴Ņį┌▀\ąąĢr╩Ū▓╗─▄ą▐Ė─Ą─ĪŻ¼F(xi©żn)į┌Ą─FX2N-PLC į÷╝ė┴╦įSČÓæ¬ė├ųĖ┴Ņ(Ąūīė▓┘ū„Ż¼ŽÓ«öė┌╬óÖCĄ─ģRŠÄųĖ┴Ņ)Ż¼ęį╝░╠ß╣®┴╦įSČÓ┐╔╣®ė├æ¶╩╣ė├Ą─öĄ(sh©┤)ō■(j©┤)┤µā”å╬į¬Ż¼▓óŪęėąķgĮėīżųĘ╣”─▄Ż¼▀@Š═╩╣▒ĒĮYśŗ▓┘ū„│╔×ķ┐╔─▄ĪŻį┌▀@└’Ż¼╬ęéā░čąą▄ćĄ─ę╗éĆäėū„Č©┴x×ķŻ║Ī░ĄĮÄū╠¢╣ż╬╗╔Ž╔²Ż¼į┘ĄĮÄū╠¢╣ż╬╗Ž┬ĮĄĪ▒Ż¼╗“š▀╩ŪĪ░čėĢrÄū├ļĪ▒Ż¼├┐éĆäėū„ė╔ę╗éĆūų(16 ╬╗)ĮM│╔Ż¼├┐éĆäėū„▒Ēė╔╚¶Ė╔éĆäėū„ūųĮM│╔Ż¼Ę┼į┌PLC Ą─öĄ(sh©┤)ō■(j©┤)╝─┤µŲ„└’Ż¼äėū„▒Ēė╔PLC │╠ą“│§╩╝╗»Ż¼ę▓┐╔ęįį┌▀\ąąĢr═©▀^┤«ąą═©ėŹė╔╔Ž╬╗ÖCūx╚Ī║═ą▐Ė─Ż¼PLC │╠ą“į┌▀\ąąĢrų╗╩Ū▓╗öÓĄžĮŌßī║═ł╠(zh©¬)ąąäėū„▒ĒĪŻ
3.2 äėū„Ą─ĮŌßī║═ł╠(zh©¬)ąą
ĪĪĪĪ äėū„ūųėą3 ĘNŻ║ąą▄ćäėū„ūųĪóčėĢräėū„ūųĪóĮY╩°ś╦ųŠĪŻ
ĪĪĪĪ
ĪĪĪĪ(1) ąą▄ćäėū„ūųŻ║
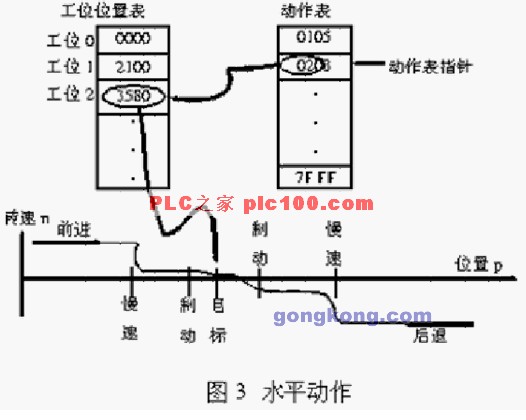
ĪĪĪĪ äėū„ūųĄ─ūų╣Ø(ji©”)▒Ē╩ŠĪ░╔Ž╔²╦∙ĄĮĄ─╣ż╬╗╠¢Ī▒Ż¼ Ą═ūų╣Ø(ji©”)▒Ē╩ŠĪ░Ž┬ĮĄ╦∙ĄĮĄ─╣ż╬╗╠¢Ī▒Ż¼└²╚ńŻ║Ī░0205Ī▒▒Ē╩Šūīąą▄ćķ_ĄĮ02 ╠¢╣ż╬╗Ż¼╔Ž╔²Ż¼į┘ķ_ĄĮ05 ╠¢╣ż╬╗Ż¼Ž┬ĮĄĪŻ
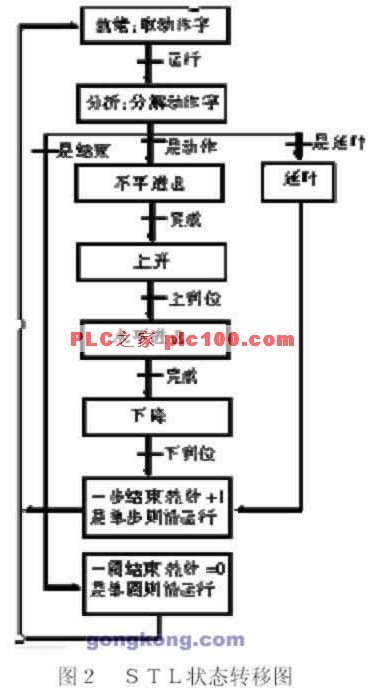
ĪĪĪĪ ė╔ė┌ę╗éĆąą▄ćäėū„ūų▒Ē╩ŠĄ─╩Ū║Ļäėū„Ż¼ė╔Ż║Ī░Ū░▀M╗“║¾═╦Ż¼╦«ŲĮĄĮ╬╗Ż¼╔Ž╔²Ż¼╔ŽĄĮ╬╗Ż¼į┘Ū░▀M╗“║¾═╦Ż¼╦«ŲĮĄĮ╬╗Ż¼Ž┬ĮĄŻ¼Ž┬ĄĮ╬╗Ż¼═Ļ│╔Ī▒ÄūéĆ╬óäėū„ĮM│╔Ż¼═©▀^FX2N-PLC Ą─▓Į▀MļA╠▌ųĖ┴ŅSTL īŹ¼F(xi©żn)ĘŪ│Ż║Ž▀mĪŻ╬ęéā┐╔ęį░čąą▄ćĄ─║Ļäėū„ĘųĮŌ×ķÄūéĆĀŅæB(t©żi)Ż¼į┌ĄĮ╬╗Ģr▀MąąĀŅæB(t©żi)
ĪĪĪĪ▐DęŲĪŻģóęŖłD2 Ą─STL ĀŅæB(t©żi)▐DęŲłDĪŻ
ĪĪĪĪ ┤╣ų▒ĄĮ╬╗▒╚▌^║åå╬Ż¼ė├╔ŽŽ┬ĄĮ╬╗ĮėĮ³ķ_ĻPų▒Įė┐žųŲ╝┤┐╔ĪŻ
╦«ŲĮĄĮ╬╗╔į╬óÅ═ļsę╗ą®ĪŻį┌│╠ą“│§╩╝╗»Ģrīó├┐éĆ╣ż╬╗Ą─£╩┤_╬╗ų├╦═ĄĮöĄ(sh©┤)ō■(j©┤)╝─┤µŲ„└’Ż¼ĘQū÷╣ż╬╗╬╗ų├▒ĒŻ¼├┐éĆ╣ż╬╗Ą─īŹļH╬╗ų├öĄ(sh©┤)ō■(j©┤)═©▀^īŹ£yĄ├ĄĮĪŻäėū„▒ĒĪó╣ż╬╗╬╗ų├▒ĒĪóąą▄ć╦«ŲĮ▀\äėĄ─ĻPŽĄšłģóęŖłD3ĪŻ▀\ąąĢr═©▀^ą²▐DŠÄ┤aŲ„Ą├ĄĮąą▄ćĄ─«öŪ░╬╗ų├Ż¼├┐║┴├ū┤¾╝s░l(f©Ī)3 éĆ├}ø_ĪŻį┌ū÷╦«ŲĮäėū„ĢrŻ¼Ž╚╚Ī│÷äėū„ūųŻ¼ĘųļxĄ═ūų╣Ø(ji©”)Ż¼Ą├ĄĮ─┐ś╦╣ż╬╗╠¢Ż¼īó┤╦╣ż╬╗╠¢ū„×ķ╣ż╬╗╬╗ų├▒ĒĄ─Ų½ęŲ┴┐Ż¼ė├ķgĮėīżųĘĘĮĘ©Ą├ĄĮ─┐ś╦╣ż╬╗╬╗ų├Ż¼╚¶«öŪ░╬╗ų├┤¾ė┌─┐ś╦╬╗ų├ät┴Ņąą▄ć║¾═╦Ż¼Ę┤ų«ätŪ░▀MŻ¼ų▒ĄĮąą▄ćĄĮ─┐ś╦╬╗ų├Ū░ę╗éĆ╠ßŪ░┴┐ĢrŻ¼┴Ņąą▄ć▐D×ķ┬²╦┘Ż╗«öąą▄ćĄĮ─┐ś╦╬╗ų├Ū░┴Ēę╗éĆ╠ßŪ░┴┐ĢrŻ¼┴Ņąą▄ćųŲäėĪŻ▀@Č■éĆ╠ßŪ░┴┐Č╝Ė∙ō■(j©┤)īŹļHŪķør╝ėęįš{š¹Ż¼┬²╦┘╠ßŪ░┴┐═©│Ż×ķ░ļéĆ╣ż╬╗ķgĖ¶Ż¼ųŲäė╠ßŪ░┴┐Ė∙ō■(j©┤)īŹļHĄ─ąą▄ć╦┘Č╚ĪóæTąįČ°Č©ĪŻĮø▀^š{š¹Ż¼ĮKČ©╬╗Š½Č╚┐╔ęį▀_ĄĮĪ└1mm ū¾ėęĪŻ
ĪĪĪĪ łD4 ╩Ūąą▄ć╦«ŲĮ╠Ä└Ēūė│╠ą“Ż¼į┌Č■éĆ╦«ŲĮ▀M═╦STL ĀŅæB(t©żi)ųąŽ╚įOų├║├─┐ś╦╣ż╬╗Ż¼į┘š{ė├įōūė│╠ą“Ż¼ąą▄ćŠ═Ģ■Ū░▀M╗“║¾═╦Ż¼ų▒ĄĮ─┐ś╦╬╗ų├═ŻŽ┬üĒŻ¼░l(f©Ī)│÷═Ļ│╔ś╦ųŠM86Ż¼╝┤┐╔▐D╚ļŽ┬ę╗STLĀŅæB(t©żi)ĪŻ

ĪĪĪĪ
ĪĪĪĪ(2) čėĢräėū„ūųŻ║
ĪĪĪĪ čėĢräėū„ūųĄ─ūų╣Ø(ji©”)ė├7EH ū„×ķś╦ūRŻ¼Ą═ūų╣Ø(ji©”)×ķčėĢrųĄŻ¼╚ńĪ░7E30Ī▒ĪŻčėĢräėū„▒╚▌^║åå╬Ż¼╚Ī│÷äėū„ūųŻ¼Ęų╬÷ę╗Ž┬╚¶╩ŪčėĢräėū„Ż¼īóčėĢrųĄ╦═čėĢrČ©ĢrŲ„Š═┐╔ęį┴╦ĪŻęįŪ░Ą─PLC Č©ĢrŲ„│ŻöĄ(sh©┤)į┌╠▌ą╬łDųąįOČ©Ż¼▀\ąąĢr▓╗─▄Ė─ūāŻ¼F(xi©żn)X2N-PLC Č©ĢrŲ„į╩įSīóöĄ(sh©┤)ō■(j©┤)┤µā”Ų„Ą─ā╚╚▌ū„×ķČ©ĢrųĄŻ¼▓┼╩╣į┌▀\ąąĢrĖ─ūāČ©Ģr│ŻöĄ(sh©┤)│╔×ķ┐╔─▄ĪŻ
ĪĪĪĪ
ĪĪĪĪ(3) ĮY╩°ś╦ųŠŻ║
ĪĪĪĪ ├┐éĆäėū„▒Ēė├7FFFH ū„×ķĮY╩°ś╦ųŠŻ¼ł╠(zh©¬)ąąĄĮĮY╩°ś╦ųŠ▒Ē╩Šę╗╚”ū÷═ĻĪŻ╚¶╩Ūå╬╚”─Ż╩ĮĄ─įÆŠ═
ĪĪĪĪ▀M╚ļ═Żų╣ĀŅæB(t©żi)Ż¼╚¶╩Ū▀B└m(x©┤)─Ż╩ĮĄ─įÆŠ═ūīäėū„▒ĒųĖßśųžą┬ųĖŽ“▒Ē╩ūŻ¼└^└m(x©┤)▀\ąąĪŻ
ĪĪĪĪ
ĪĪĪĪ3.3 ūįäėąŻš²
ĪĪĪĪ ė╔ė┌ą²▐DŠÄ┤aŲ„ųĖ╩ŠĄ─╩Ūąą▄ćĄ─ŽÓī”╬╗ų├Ż¼ę“┤╦į┌▀\ąąŪ░æ¬įōąŻš²ę╗Ž┬ąą▄ćĄ─Į^ī”╬╗ų├ĪŻ╬ęéā▓╔╚Īį┌╦«ŲĮĘĮŽ“╔Ž░▓čbę╗éĆąŻš²ė├ĮėĮ³ķ_ĻPĄ─ĘĮĘ©Ż¼ūīąą▄ćį┌ķ_╩╝▀\ąąŪ░Ž╚│»─│ĘĮŽ“╚źšęąŻš²ĮėĮ³ķ_ĻPŻ¼╚¶į┌3 ├ļńŖā╚╬┤┼÷ĄĮąŻš²ĮėĮ³ķ_ĻPŻ¼╗“┼÷ĄĮ┴╦śOŽ▐ķ_ĻPŻ¼Š═ūīąą▄ć│»┴Ēę╗ĘĮŽ“╚źšęĪŻų╗ę¬┼÷ĄĮąŻš²ĮėĮ³ķ_ĻPŻ¼Š═░čą²▐DŠÄ┤aŲ„ėŗöĄ(sh©┤)Ų„ų├×ķ─│ę╗éĆ┤_ŪąųĄŻ¼ąą▄ćĄ─╬╗ų├Š═ąŻš²┴╦ĪŻį┌ęį║¾Ą─▀\ąąųąŻ¼ąą▄ć├┐┤╬Įø▀^įōąŻš²ĮėĮ³ķ_ĻPŻ¼ąą▄ć╬╗ų├Č╝Ģ■▒╗į┘┤╬ąŻš²Ż¼▀@śė┐╔ęįŽ¹│²Ęe└█š`▓ŅĪŻ
ĪĪĪĪ ęįŪ░ę╗░ŃĄ─ļŖÕāūįäėŠĆ┐žųŲŽĄĮy(t©»ng)═∙═∙ø]ėąöÓļŖ╗ųÅ═╣”─▄Ż¼į┌ļŖÕā╔·«aŠĆ╣żū„ųą╚ń╣¹ė÷ĄĮ═╗╚╗öÓļŖŻ¼═∙═∙ĮY╣¹║▄ī└▐╬ĪŻ╝┤╩╣║▄┐ņėųüĒļŖ┴╦Ż¼Ą½ė╔ė┌┐┤▓╗│÷╩Ūį┌──ę╗▓Į═ŻŽ┬üĒĄ─Ż¼ų╗─▄Å─Ņ^üĒ▀^Ż¼įņ│╔ęčĮøį┌ÕāĄ─╣ż╝■ł¾ÅUĪŻ└¹ė├PLC Ą─╩¦ļŖ▒Ż┤µ╣”─▄Ż¼╬ęéā▀@éĆŽĄĮy(t©»ng)Š▀ėąöÓļŖėøæøŻ¼üĒļŖ╗ųÅ═Ą─╣”─▄ĪŻ×ķīŹ¼F(xi©żn)įō╣”─▄Ż¼æ¬įōš¹└Ēę╗Ž┬╦∙ė├ĄĮĄ─╝─┤µå╬į¬Ż¼Ęų×ķę¬ėøæø║═▓╗ę¬ėøæøĄ─Č■▓┐ĘųĪŻŽ¾STL ĀŅæB(t©żi)Īó▀\ąą─Ż╩ĮĪó▀\ąąĀŅæB(t©żi)Ą╚Č╝╩Ūę¬ėøæøĄ─Ż¼Č°ė├ū„äėū„▒ĒųĖßśĄ─ūāųĘ╝─┤µŲ„VĪóZ ¤o╩¦ļŖ▒Ż┤µŻ¼ąĶę¬ė├Ųõ╦¹ėą╩¦ļŖ▒Ż┤µĄ─╝─┤µŲ„ū„×ķė│Ž¾║¾éõĪŻę╗░ŃĄ─┼RĢrå╬į¬Č╝▓╗ąĶę¬╩¦ļŖ▒Ż┤µŻ¼├┐┤╬RUN Ą─Ģr║“Č╝│§╩╝╗»▀@ą®å╬į¬ĪŻ┤╦═Ō▀Ćæ¬ūóęŌĄ─╩ŪŻ¼▒M╣▄üĒļŖ║¾┐╔ęį└^└m(x©┤)äé▓┼Ą─╣żū„Ż¼Ą½üĒļŖ║¾ūįäė▀\ąąŲüĒę▓╩Ūėą╬ŻļUĄ─ĪŻ▒ŠŽĄĮy(t©»ng)╩Ū▀@śė╠Ä└ĒĄ─Ż║«öRUNĄ─Ģr║“Öz▓ķę╗Ž┬Ż¼╚¶įŁŽ╚╩Ūį┌▀\ąąĀŅæB(t©żi)Ž┬öÓļŖŻ¼ät┴ŅŽĄĮy(t©»ng)╠Äė┌Ģ║═ŻĀŅæB(t©żi)Ż¼Ą╚┤²▓┘ū„š▀═©▀^▓┘
ĪĪĪĪū„├µ░Õ░┤Ž┬Ī░▀\ąąĪ▒µI║¾▓┼└^└m(x©┤)╣żū„ĪŻ╚ń╣¹öÓļŖĢrš²į┌ū÷╦«ŲĮ▀\äėŻ¼ätę“PLC ęčĮø╩¦ļŖŻ¼Č°ąą▄ćĄ─ė╔ė┌æTąį╚įėą▀\äėŻ¼įņ│╔PLC ėøæøĄ─ąą▄ć╬╗ų├║═īŹļH╬╗ų├▓╗Ę¹Ż¼į┌ųžą┬▀\ąąĢræ¬įōūįäėąŻš²ĪŻ
ĪĪĪĪ
ĪĪĪĪ3.5 ═©ėŹ
ĪĪĪĪ FX2N-PLC ╠ß╣®┴╦▒╚▌^┴╝║├Ą─═©ėŹÖCųŲŻ¼ų╗ę¬į┌ų„ÖC╔ŽöUš╣ę╗ēKRS232 ═©ėŹ─ŻēK(FX2N-232BD)╝┤┐╔ĪŻFX2N-PLC Ą─æ¬ė├ųĖ┴Ņųąėą═Ļ╔ŲĄ─┤«ąą═©ėŹųĖ┴ŅŻ¼┐╔ęįĘĮ▒ŃĄž╩╣ė├ĪŻ
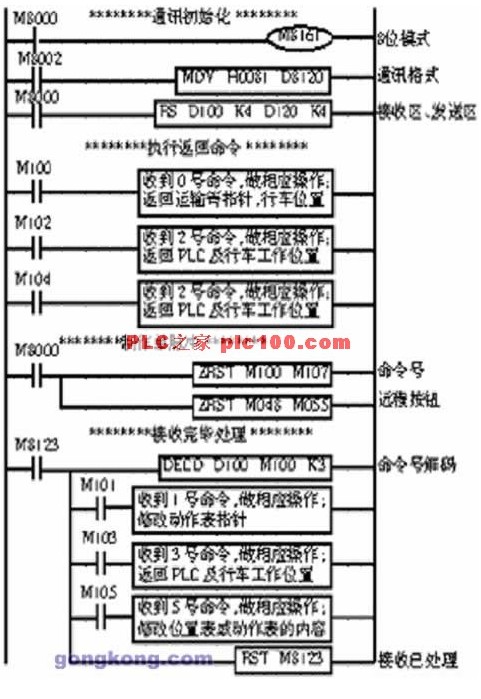
ĪĪĪĪ į┌▒ŠŽĄĮy(t©»ng)ųąŻ¼╔Ž╬╗ÖCų„äė░l(f©Ī)╦══©ėŹ┤«Ż¼PLC Įė╩šĄĮ═©ėŹ┤«Ż¼Ė∙ō■(j©┤)═©ėŹ┤«ųąĄ─├³┴Ņ╠¢Ż¼ū„│÷ŽÓæ¬Ą─äėū„Ż¼ģóęŖłD5ĪŻ╔Ž╬╗ÖC┐╔ęįūīPLC ĘĄ╗ž╗“ą▐Ė─«öŪ░Ą─╣żū„ĀŅæB(t©żi)ĪóĘĄ╗ž╗“ą▐Ė─äėū„▒ĒųąĄ─äėū„ūųĄ╚Ż¼ų╗ꬊÄųŲŽÓæ¬Ą─▄ø╝■Ż¼╔Ž╬╗ÖCŠ═┐╔ęį▒O(ji©Īn)ęĢĪó┐žųŲūįäėŠĆĄ─▀\ąąĪŻ
ĪĪĪĪ
ĪĪĪĪ4 ┐žųŲ├µ░Õ
ĪĪĪĪ │ŻęÄ(gu©®)Ą─┐žųŲ├µ░Õė╔░┤ŌoĪóō▄▒PĪóķ_ĻPĪóųĖ╩Š¤¶ĪóöĄ(sh©┤)┤a╣▄ĮM│╔Ż¼╬ęéā▀@┤╬╩╣ė├┴╦╚²┴Ō╣½╦ŠĄ─F940GOT ╚╦ÖCĮń├µŻ¼╦³╩Ūę╗éĆĦė|├■Ų┴Ą─▓╩╔½ę║Š¦’@╩ŠŲ„Ż¼┐╔ęįūįė╔▓╝ų├Ė„ĘN’@╩ŠĪó┐žųŲŲ„╝■Ż¼╚ń░┤ŌoĪóµI▒PĪóķ_ĻPĪóųĖ╩Š¤¶Īó╬─ūųĪóöĄ(sh©┤)┤a╣▄ĪółDŲ¼Īó▀MČ╚ŚlĄ╚Ż¼╚Ī┤·┴╦╦∙ėąĄ─│ŻęÄ(gu©®)
ĪĪĪĪ├µ░Õį¬╝■ĪŻ▀@▓╗āH┤¾┤¾╣Ø(ji©”)╩Ī┴╦PLC ┐╔┘FĄ─▌ö╚ļ▌ö│÷³cŻ¼Č°ŪęŠ▀ėą═Ōė^ą┬ĘfĪóą┼Žó┴┐┤¾Īó╩╣ė├ĘĮ▒ŃĪóą▐Ė─ņ`╗ŅĄ╚╠ž³cĪŻį┌æ¬ė├ųą▀Ć┐╔ęį╩╣ė├ČÓŲ┴«ŗ├µŻ¼░čĖ„ĘN’@╩ŠĪó┐žųŲę¬Ū¾░┤╣”─▄Ęų│╔ČÓéĆ«ŗ├µŻ¼ŽÓ«öė┌ČÓéĆąĪ┐žųŲ├µ░ÕŻ¼į┘ė├ę╗éĆĘŌ├µ«ŗ├µžōž¤ŪąōQĪŻ
ĪĪĪĪ łD6 ╩Ū▒ŠŽĄĮy(t©»ng)┐žųŲ├µ░ÕųąĄ─ų„┐ž«ŗ├µŻ¼Š▀ėą▀\ąą─Ż╩Į(å╬▓ĮĪóå╬╚”Īó▀B└m(x©┤))Ą─įOČ©║═’@╩ŠŻ╗▀\ąąĀŅæB(t©żi)(▀\ąąĪóĢ║═ŻĪó═Żų╣)Ą─įOČ©║═’@╩ŠŻ╗╣ż╦ć(äėū„▒Ē)▀xō±Ż╗ąą▄ćäėū„Ą─’@╩ŠŻ╗╩ųäė┐žųŲŻ╗«öŪ░ąą▄ć╬╗ų├Ą─öĄ(sh©┤)ūų║═łDą╬’@╩ŠŻ╗Č©╬╗š`▓ŅĄ─’@╩ŠŻ╗äėū„▓ĮĄ─’@╩Š║═ą▐Ė─Ż╗«öŪ░äėū„ūųĄ─’@╩ŠŻ╗äėū„▒ĒĄ─▓ķįā’@╩ŠĄ╚ĪŻ
ĪĪĪĪ
ĪĪĪĪ5 ĮY╩°šZ
ĪĪĪĪ ė╔ė┌įōļŖÕāūįäėŠĆ│õĘųķ_░l(f©Ī)┴╦FX2N-PLC Ą─ČÓĘNŽ╚▀M╣”─▄Ż¼▓ó▓╔ė├┴╦▌^ČÓĄ─Ž╚▀M┐žųŲ╩ųČ╬╝░ą┬ą═Ą─┐žųŲŲ„╝■Ż¼╩╣š¹éĆŽĄĮy(t©»ng)Š▀ėą▌^ā×(y©Łu)┴╝Ą─ąį─▄ĪŻĮø▀^ę╗─ĻČÓĄ─īŹļH▀\ąąŻ¼ūC├„įōŽĄĮy(t©»ng)╩Ū│╔╣”Ą─ĪŻė╔┤╦╬ęéā┐┤ĄĮŻ¼ė╔ė┌PLC Š▀ėąįSČÓā×(y©Łu)«ÉĄ─ąį─▄Ż¼▓óŪę╣”─▄ę▓╚šęµÅŖ┤¾Ż¼ų╗ę¬╔Ņ╚ļ
ĪĪĪĪ└ĒĮŌ▀@ą®PLC Ą─įŁ└ĒŻ¼╝ėÅŖČ■┤╬ķ_░l(f©Ī)Ż¼Š═┐╔ęįį┌Ė³ČÓĄ─ŅIė“░l(f©Ī)ō]PLC Ą─ū„ė├ĪŻ
 ╔Žę╗ŚlŻ║Į±─Ļ┐éčbÖC╚▌┴┐īó▀_9.5ā|Ū¦═▀ ╗ļŖčbÖC▒╚ųž╗“ĮĄ1%
╔Žę╗ŚlŻ║Į±─Ļ┐éčbÖC╚▌┴┐īó▀_9.5ā|Ū¦═▀ ╗ļŖčbÖC▒╚ųž╗“ĮĄ1% Ž┬ę╗ŚlŻ║║═└¹ĢrLKį┌╦«ļŖąąśI(y©©)æ¬ė├ėų╠Ē╝č┐ā
Ž┬ę╗ŚlŻ║║═└¹ĢrLKį┌╦«ļŖąąśI(y©©)æ¬ė├ėų╠Ē╝č┐ā